生命科学生产力工具

我们的技术
软硬结合的自动化显微成像
实现显微影像的数字化升级
我们对显微成像的理解有着足够的深度与广度。无论是器件还是系统,无论是硬件还是软件,我们都有着独到的技术见解。
- 系统级优化的光学设计
- 高速精密三维运动
- 高亮度光源设计
- 精密闭环自动对焦
- 快速无缝全景图像拼接
- 实时跨尺度图像预览
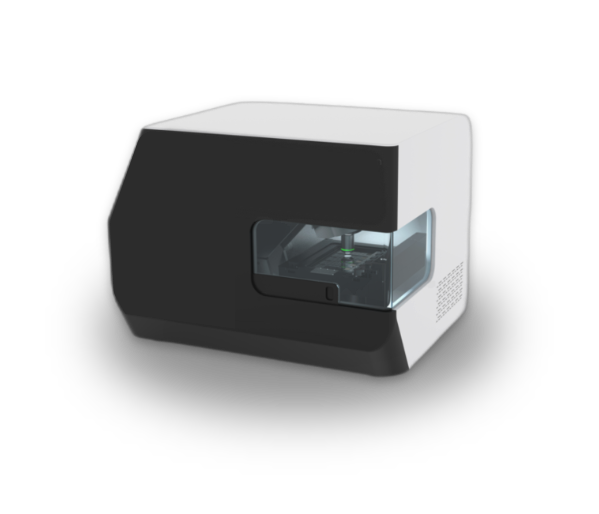
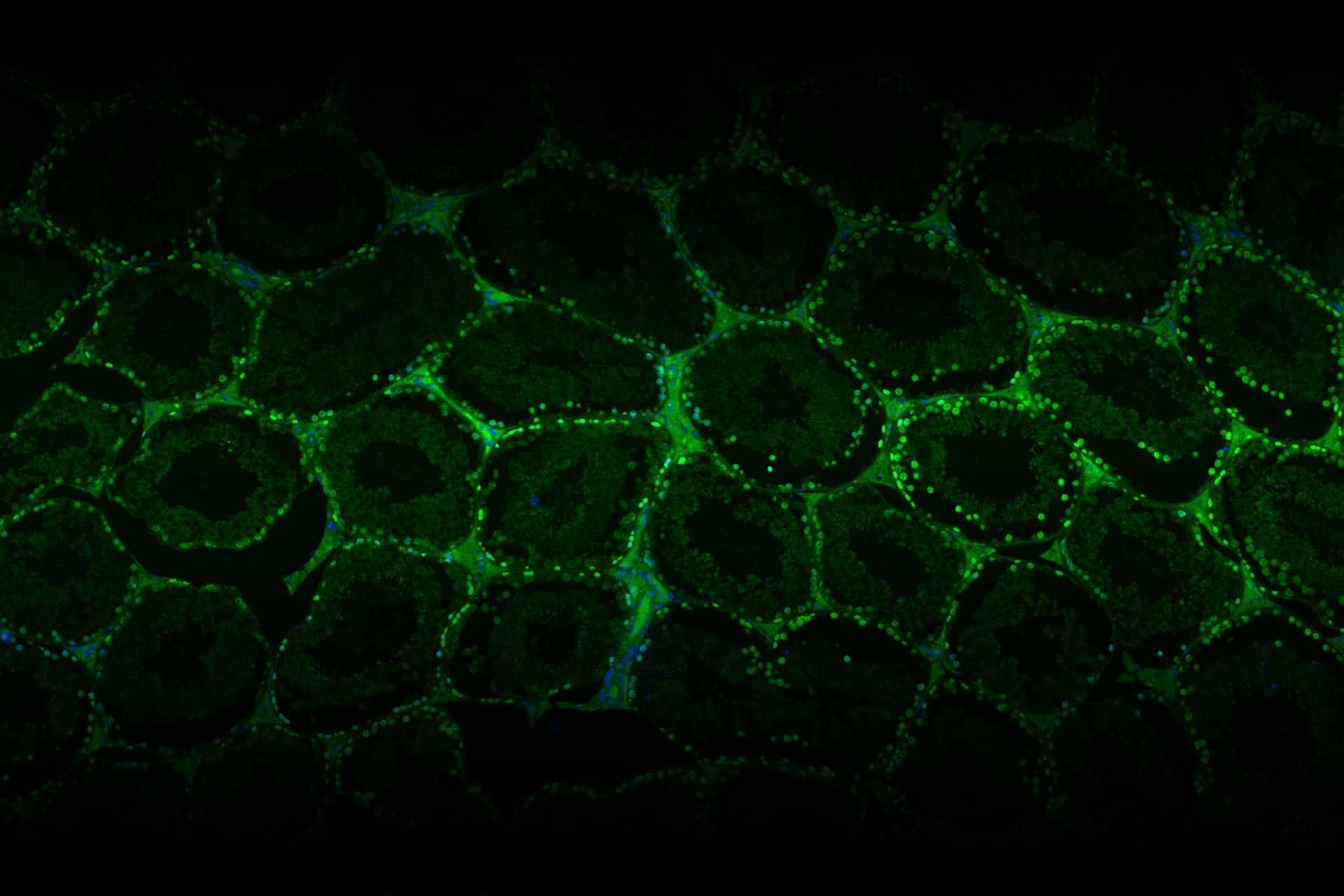
多通道荧光切片扫描仪
- 高性能的自动化荧光扫描仪
- 最大支持5通道荧光
- 支持荧光/明场双成像模式
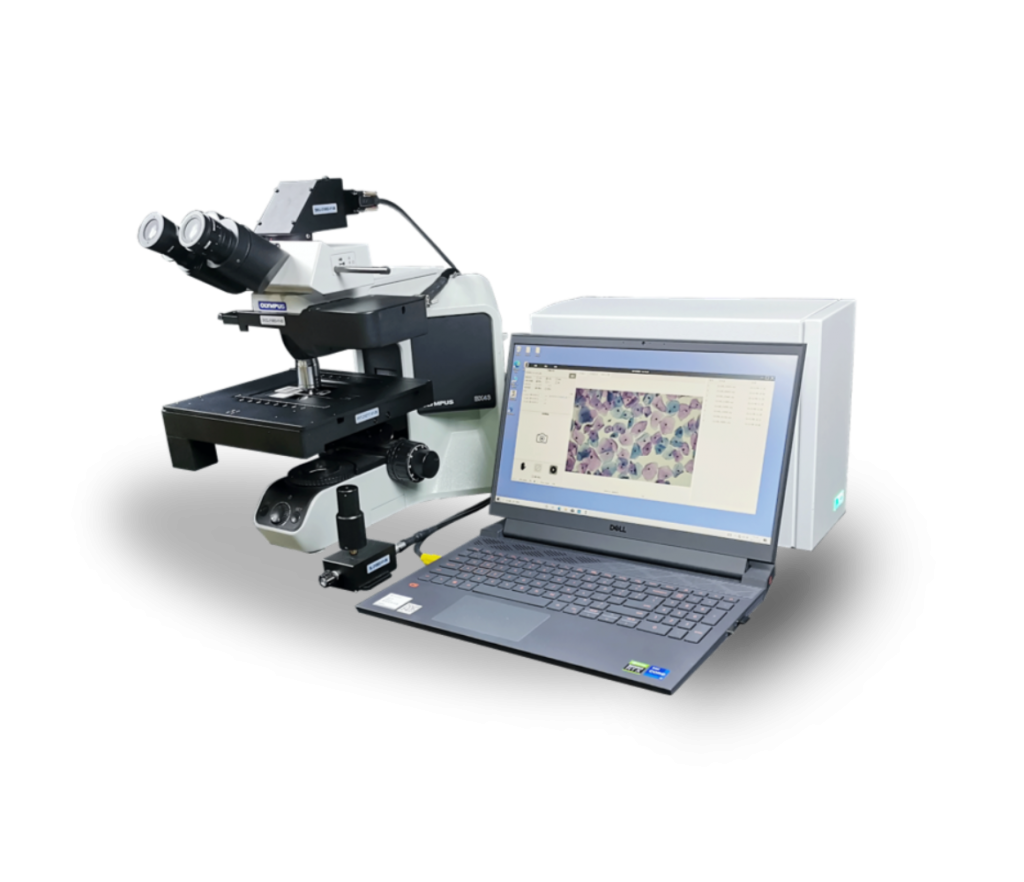
显微镜外骨骼
- 切片扫描仪性价比之选
- 可将手动显微镜改装为自动显微镜
- 快拆式设计,10分钟完成改装
客户展示
服务生命科学与病理实验室






腾博tengbo168官网
致力中国智造的自动化显微仪器
我们是一家技术驱动、专注创新的成像光学企业。也是一家有想象力、朝气蓬勃的创业公司。核心团队来自世界一流的生物医学光学实验室,具备光机电软算生医的交叉学科能力。我们希望用商业化的方式,为中国智造的产业升级,也为光学的技术进步添砖加瓦。

联系我们
您对于产品和技术有任何疑问,欢迎随时与我们联系。
地址:武汉市洪山区珞喻路慧谷时空大厦2101
电话:027-65527110
邮箱:service@cvgc.cn